
Study Case: FORMIGÓ
PHYGITAL SOLUTION FOR A CONCRETE FURNITURE FACTORY | 2024

-
Formigó, a concrete furniture factory, needs to gain greater control over production time and consumption during manufacturing to optimize resources, reduce process costs, and increase profit margins.
-
Implement additional time-tracking areas within the factory.
Include a traceability system for parts in the factory.
Develop an application to optimize data collection and provide a productivity analysis system
-
Relating my previous knowledge of industrial design is a great way to find solutions that don’t necessarily require digital development but rather understanding user needs.
Inquiry research is very useful to understand how users interact with each other and with the environment where the solution will be implemented.
OK! How to start talking about this project…
To begin with, we needed to get in touch with real companies and offer them an exchange: they would propose a brief with a design problem, and in return, we would deliver a UX/UI solution for our final project at Ironhack Bootcamp.
FIRST STEPS
For this task, we would have 6 weeks to develop it and could choose our team. My partner would be Reyes, with whom I had already worked on another project before, and I felt very comfortable.
It all starts with the search for companies, how scary! How do I contact them? What do I do? What do I say to whom I’m writing to? After hesitating, questioning myself, and re-questioning myself, I took the plunge!
I knew I didn’t want to work with a big company that already had everything more or less figured out, where my contribution would only be another feature or redesign, so I went in search of something else.
Luckily, I knew several local startups that would surely have things to solve, so I contacted them. That’s how I came across FORMIGÓ, a concrete furniture factory, that is located in La Cerdanya, a natural region of Catalonia situated in the Catalan Pyrenees.

Imagine living and working in this place.
I got in touch with Marta and Arturo, the company’s CEOs, and we started talking about how they managed things, if they used any software, or if they had any problems to solve within the factory, and they did!
Several topics emerged, but the one that affected them the most was how to measure work times. That would be our brief to start working on.

Our brief
Clearly, we didn’t know what we were getting into!
EARLY INSIGHTS
After receiving the brief and getting ourselves aligned with the company and conducting further research, we prepared a work guide, projected how we would work over these 6 weeks, (Something that ended up being futile because we had to iterate and change things a thousand times) and coordinated an interview with the stakeholder.
Like any project, we began with a phase of secondary research, which led us to learn about materials, machinery, work processes, and everything relevant to cement, and how to work with this noble but complicated material.
On the other hand, we had a kick-off meeting with Arturo, our stakeholder, where we broke down the brief and asked him everything we deemed appropriate for a first meeting:
Formigó was born from the hands of Marta, an industrial designer tired of working for others. She started a venture with small concrete objects as the main material and realized there was a market niche. She began producing and selling, and once she could, she left her previous job and devoted herself fully to the project. Later, Arturo joined, and together they built the company into what it is now: a company that produces urban furniture for third parties, such as design companies, artists, etc.

She is Marta
ABOUT FORMIGÓ
Currently, the company only employs 3 people, and one of them is mainly responsible for administrative tasks but also does some shifts in the factory:
Artisan-industrial production
They produce furniture for third parties
95% of their production is focused on a single client
They don’t have much competition in the sector because, on the one hand, many companies prefer to outsource production to reduce cost
The quality of their products is premium
They are strict in quality control before delivery
They want to create a culture where the value added by a person is not speed in work but the correct and quality finish (standardization of manual work)
They always open the doors of the factory to their clients with whom they work together to obtain the shapes, quality, and finish that the pieces require before starting production.
The stakeholder is obsessed with the issue of time and spends his days thinking about how to improve it, in order to grow and produce more, and everything they have tried so far has failed.
They are always looking to improve processes as well as materials, mixes, etc.
We inquired a bit about their most common problems and the errors that occur in the production chain and identified that they didn’t know specifically where most of the losses occurred or in which processes failures were most common.
We also looked into what other companies do and how they manage it. In this process, we discovered that most companies were more industrialized in their processes and used ERPs linked to the machines used in their production processes, but in our case, that was not possible because most of their processes are manual, artisanal-industrial.
Then we interviewed the factory workers and found that they too were concerned about the issue of time. They are concerned about recording their work times, but at the same time, it’s another thing they have to consider in their workday, and sometimes it becomes tedious or they forget to do it. They also mentioned that some of the methods they had tried before made them feel like they were being evaluated all the time and generated a lot of pressure.
From this, we were able to create empathy maps for each one and analyze their thoughts, emotions, and frustrations regarding this.

“Quotations from the interviews”
WHAT`S NEXT?
At that point, for such a short project, we thought the methodologies applied were adequate, that we had a lot of detailed information.
But the reality was that we weren’t sure how much of that information was really useful, and how much of it was discourse and concern from the stakeholder and how much of that had also been transferred to the workers.
We had a session with our lead, and he guided us on what we were missing in terms of research, and perhaps it was time to apply methodologies we hadn’t worked with before, think outside the box, and that this project wasn’t like what we had been working on before; it was something real, and we needed to push ourselves a bit more in this stage, and perhaps use methodologies from the UX research field, such as contextual inquiry. Above all, we should be attentive and open to the possibility that our solution might not go in the digital direction but in service design.
That’s when my designer alert went off, and I related what we were doing today to ergonomics and workplace design, which proved to be very useful for what came next.
CONTEXTUAL INQUIRY: WHAT IS THAT?!
Well, we had to research a lot about this tool and propose to the stakeholder a visit to the factory to be able to carry it out and for them to be willing to receive us. The worst part was that since the factory is two hours away from Barcelona, my partner wouldn’t be able to go, so I would have to do it alone!
I prepared myself, took a deep breath, and went… I did it!

Can you imagine working here and living worried about time?
OUTCOMES
The reality was that from that methodology, we gathered a lot of information. We were able to orient ourselves in the factory, measure the spaces, recognize each process they had mentioned, the shapes, the work environment, the sounds, each work area, the most frequent problems the pieces suffer; in short, to experience a day at Formigó, its moments of work, frustration, joy, etc.

An important aspect of the visit was to see how they interacted with time tracking. They mentioned to me that they were implementing a new methodology that, so far, after a week of use, had been working for them to measure the time spent on each task, using a printed table and stopwatches. They explained to me step by step and detailed the information they obtained from this.
The process consisted of: starting a stopwatch, located on a whiteboard on one of the factory walls, when starting a task, and once it was finished, stopping the stopwatch and noting the time spent on it, and restarting the stopwatch to start the next task.

This record allowed them to know, for example, how long it took a worker to fill 6 molds of the same model. At the end of the workday, the supervisor collected this table and entered the data into an Excel spreadsheet, and thus they analyzed the work times.
But they mentioned that there are tasks that sometimes overlap or that require help from another person, and they don’t know how to measure that. The information provided by this method was not very clear. Disregarding the fact that they have only one board and must go to that area to record the time.

After the contextual inquiry, Reyes and I decided to have a work session to process the information, with my notes and photographs from the day. It was like an interview, but for me, as an observer, trying to squeeze out as much as I could from everything I had seen, heard, and analyzed during the 4 hours I was at the factory, so that we wouldn’t miss a single drop of information.
With all this, we had enough to continue. We finished identifying the Pains & Goals, and finally, we came up with our design problem, which at first were two, and after a lot of iteration, we realized that one was included within the other.


And we were able to summarize our design problem as: “Needs to find a way to gain control over production time and consumption in manufacturing, in a manner that seamlessly integrates into the production chain. Because, up until now, the current method hasn’t helped optimize resources, reduce costs in the process, or expand profit margins.”
KEEP WORKING
At this point, we knew many things, but we had no idea where we were going. We saw a digital solution very far away, we doubted our work, and above all, if there was another possible solution, what do we do? how do we do it? a UX report, an analog proposal? and time was pressing us!
We started working on the ideation process, we realized that what they really needed was DATA, and a more practical way to obtain higher quality data that could be analyzed to allow the company to start producing more efficiently and to attract new clients.
Therefore, ideation started from there, so How Might We:
control the status of each piece within the production cycle?
assist the manager in defining daily activities, and identifying and quantifying waste in each phase of the process
simplify the data collection process so that workers do not have to waste as much time interrupting the production process?
provide a solution that helps the manager analyze production information effectively?

When we pondered all this, some answers began to emerge:
They didn’t have a piece tracking system, and as I mentioned earlier,
They also weren’t clear on where incidents were occurring because they didn’t recognize the pieces.
So we started thinking about how we could identify the pieces within the factory. First, we proposed creating serial numbers, but since they produce for third parties, we didn’t want to mark the pieces. Instead, we proposed that our design allow identification by production batches.
For this, we created a system of color-coded tables that would identify the products produced from filling to the final packaging phase. Almost like a game.
On the whiteboard mentioned earlier, similar tables to those they were using would be placed, but with some additional data: units worked, worker, if there was any waste in that batch, and the process the pieces were in. Positioned with a magnet of a specific color, and this same color identifying the batch within the factory, the products from that batch on their storage pallet, which they use as a work table, could track them, identifying the total time worked on the pieces.
They could also count the times when the piece only needs drying or curing time, i.e., processes where human intervention is not involved but are part of the production process and where incidents can occur.

From this procedure, we would obtain more detailed information and could conduct a more exhaustive analysis of times, incidents, losses, and thus also implement improvements. I must admit that once we had this idea, we thought, well then if we extract all this information, why not plan something digital that accompanies our solution since our stakeholder should do it somehow.
BUT FIRST THINGS FIRST!
We had to present this to the stakeholder, so we prepared a presentation explaining in detail what we wanted to do, with metrics, sketches, and a lot of foundation up to the lo-fi of the possible digital solution we had been thinking about.
And when we presented the idea, it was shot down. We couldn’t finish presenting because he returned to the topic of concern and some incidents that had occurred that week. And to start implementing in this way, he preferred to use serial numbers, which would allow us to obtain more detailed information but would require a significant iteration. We ended the meeting with a slightly bitter taste, as we felt we couldn’t fully present our proposal but…
This would pose a new challenge and a better solution, so let’s rest because tomorrow will be another day.
OK, TIME TO REPROGRAM THE COURSE
After this meeting and a week before the deadline, it was time to give it our all because we wouldn’t make it on time!
We adapted our solution to the use of serial numbers stage by stage, and what the process they should follow in the factory would be like. So our solution would involve four main elements:
1. Time recording in the factory:
As mentioned earlier, the factory is segmented into work areas, and the pieces are moved on pallets depending on the process they’re in, and they had only one board where they recorded the times. The worker had to move to it to record the time spent on each process.
We propose having more data collection areas so that the worker doesn’t have to move so much to record the information, going from 1 to 3 areas where the tracking tables will be placed, now with the serial numbers of each piece.
Three boards allocated to minimize the distance from the workstation
Eight chronometers in total
One timing recording sheet per activity

“New data collection areas”

“New data collection arrangement”
2. Pieces traceability system in the factory:
Once the molds are filled and the pieces have gone through the drying process, the cement needs 24 hours inside the mold to dry. Each piece will be marked with a serial number, also differentiated by models.
This will allow us to track its production cycle until packaging within the factory but also gives us the possibility to track post-sale if any incidents occur after delivery and analyze the problems the pieces face in both production and their lifespan.
The pieces will marked with a unique serial number
This data will improve the data collection and incident control

¨Serial number marked in the concrete¨
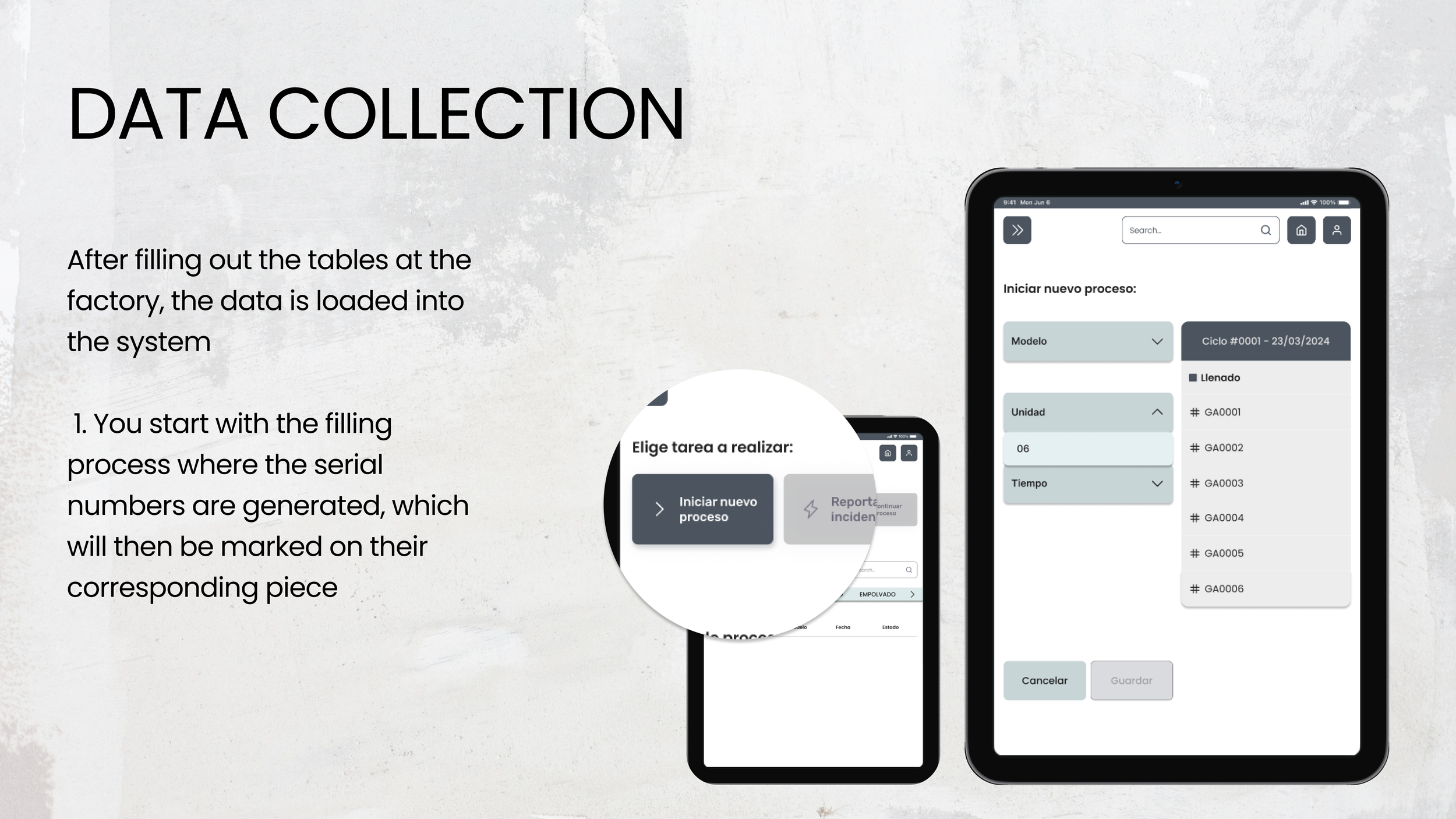
3. Data collection optimization:
And this is where our digital solution comes into play.
Once the molds are filled, the model and quantity of each filled mold are entered into the system. The system itself will provide us with the serial numbers to mark on the created pieces and the table to fill in the factory with the next process.
If the process has started, the next step will be demolding, so we can identify when demolding how many pieces came out correctly, if there were any incidents, how many pieces move to the next process, how many losses, and what happened to the pieces.
Once that information is collected, at the end of the workday, the supervisor will need to update the status of the pieces with the detailed information on the tables and the processes the pieces underwent during the workday.
It’s worth noting that not all pieces go through the same processes; sometimes the concrete reacts differently, requiring treatments to achieve the expected quality.
This is why those details can be loaded to ensure the necessary quality for each piece and enable communication within the factory. This ensures that if a worker takes over the position the next day, they know how to treat each type of piece.
Once the information is entered, worksheets will be generated for the next day, depending on the work area. This ensures continuous tracking of the life cycle of each piece in each stage.

“Worksheets”
As mentioned earlier, some pieces encounter incidents during the production chain. So, information about what happened, when, and in which stage will also benefit us. If a piece suffered any damage, such as cracking, deformation, or air bubbles causing porosities, it should be reported.
The process is straightforward: select the affected piece, initiate an incident report, detail what happened, and the system will remove the piece from the production process while retaining the collected information. This provides more data for implementing improvements or analyzing losses.

“Process to initiate an incident”
Here is the link where you can see the step-by-step of our prototype.
4. Productivity Analysis System:
In the statistics section, data obtained from the factory will be analyzed, providing not only production times but also specific data for each piece, the quantity of waste per produced batch, materials used, costs, expenses, etc.
The idea is to provide the stakeholder with accurate information to better control production, expenses, and profits. This will also aid in making better budgets and planning for growth, not just in sales but also in the number of employees.
After all, when you organize and understand your strengths and weaknesses, that’s when you can afford to grow.

TESTING
Having created a digital solution likely to be used within the factory, we decided that a tablet was the most suitable device. After working on our mid-fidelity design in detail, we conducted several usability tests regarding the step-by-step features.
We also tested using gloves and ensured that the dimensions accommodated the size they would adopt when worn. This led to a new iteration; we had to enlarge all the components because the previous size hindered use when gloves were worn.
UI TIME
Once the size issue was resolved, we needed to apply color. For this, we decided to use a color palette familiar to them. We wanted them to feel at home, so we chose to use the color the cement takes on when different tones are applied. our moodborad

Our moodboard
We took these colors from pieces they had previously made. Of course, we also tested readability.

In summary, we can say that we used the Poppins font family, the icon size is 56x56px, larger than usual for tablets, the colors are those naturally taken on by the concrete, and the rounded shapes are reminiscent of handmade objects, aiming to maintain their identity because, at the end of the day, this was designed just for them.

Style tile
NEXT STEPS
As next steps, we would love to continue working on the project and make the iterations needed to solve our stakeholder’s problem, and for them to be able to implement it in the factory.
We would like to consolidate an operations manual so that factory workers can learn and follow the steps of each piece in the production chain, for each specific model; automate the production calendar, so the factory manager doesn’t have to plan each day; add a feature for inventory control in the factory, and finish developing a complete ERP so that the factory can grow in an organized manner.
And perhaps, share our project, designed for these types of artisanal-industrial companies, so they can have more effective control over their production.
CONCLUSION
As the final project of a bootcamp, for which we only had 6 weeks, I believe it was a very ambitious project to which we dedicated a lot of time and effort.
Luckily, we worked for Formigó, and Arturo, our stakeholder along with his entire team, were willing to assist us and provide the necessary information for us to progress, despite knowing that he didn’t have much time available.
We went through many moments of insecurity and doubt, and I don’t think we would have been as efficient without the guidance of our teachers, Jeremy and Zeynep, who supported us and advised us on the steps we could take but always left the choice of path up to us.
I feel fortunate to have worked as a team with Reyes for such a challenge, as we were always able to discuss and resolve things respectfully, even when we didn’t always agree.
Lastly, I feel that this project has taught me the most. On one hand, I applied everything I learned during the bootcamp, but it also led me to explore my limits, to search for new tools, as happened during the research stage, and above all, to go back to the basics of my profession, to rethink ergonomics or consider spaces, for example.
It made me see that UX|UI design is not just screens or apps; it’s about having a human being in a specific situation with a specific problem and having to consider everything: person, task, need, space, context, etc. And that all of that environment is part of a possible solution, which without being analyzed in detail, will not lead you to find what you need to solve.